

【導(dǎo)讀】掌握各類電子元器件的實(shí)效機(jī)理與特性是硬件工程師比不可少的知識(shí)。下面分類細(xì)敘一下各類電子元器件的失效模式與機(jī)理。
電子元器件的主要失效模式包括但不限于開(kāi)路、短路、燒毀、爆炸、漏電、功能失效、電參數(shù)漂移、非穩(wěn)定失效等。
對(duì)于硬件工程師來(lái)講電子元器件失效是個(gè)非常麻煩的事情,比如某個(gè)半導(dǎo)體器件外表完好但實(shí)際上已經(jīng)半失效或者全失效會(huì)在硬件電路調(diào)試上花費(fèi)大把的時(shí)間,有時(shí)甚至炸機(jī)。
硬件工程師調(diào)試爆炸現(xiàn)場(chǎng)
所以掌握各類電子元器件的實(shí)效機(jī)理與特性是硬件工程師比不可少的知識(shí)。下面分類細(xì)敘一下各類電子元器件的失效模式與機(jī)理。
1 電阻器失效模式與機(jī)理
失效機(jī)理:是導(dǎo)致失效的物理、化學(xué)、熱力學(xué)或其他過(guò)程。
1、電阻器的主要失效模式與失效機(jī)理為
1) 開(kāi)路:主要失效機(jī)理為電阻膜燒毀或大面積脫落,基體斷裂,引線帽與電阻體脫落。
2) 阻值漂移超規(guī)范:電阻膜有缺陷或退化,基體有可動(dòng)鈉離子,保護(hù)涂層不良。
3) 引線斷裂:電阻體焊接工藝缺陷,焊點(diǎn)污染,引線機(jī)械應(yīng)力損傷。
4) 短路:銀的遷移,電暈放電。
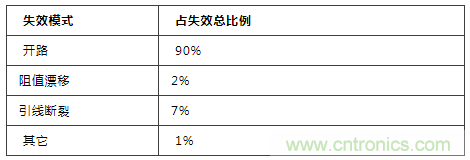
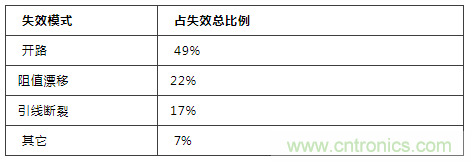
2、失效模式占失效總比例表
(1) 線繞電阻
(2) 非線繞電阻
3、失效機(jī)理分析
電阻器失效機(jī)理是多方面的,工作條件或環(huán)境條件下所發(fā)生的各種理化過(guò)程是引起電阻器老化的原因。
(1) 導(dǎo)電材料的結(jié)構(gòu)變化
薄膜電阻器的導(dǎo)電膜層一般用汽相淀積方法獲得,在一定程度上存在無(wú)定型結(jié)構(gòu)。按熱力學(xué)觀點(diǎn),無(wú)定型結(jié)構(gòu)均有結(jié)晶化趨勢(shì)。
在工作條件或環(huán)境條件下,導(dǎo)電膜層中的無(wú)定型結(jié)構(gòu)均以一定的速度趨向結(jié)晶化,也即導(dǎo)電材料內(nèi)部結(jié)構(gòu)趨于致密化,能常會(huì)引起電阻值的下降。結(jié)晶化速度隨溫度升高而加快。
電阻線或電阻膜在制備過(guò)程中都會(huì)承受機(jī)械應(yīng)力,使其內(nèi)部結(jié)構(gòu)發(fā)生畸變,線徑愈小或膜層愈薄,應(yīng)力影響愈顯著。
一般可采用熱處理方法消除內(nèi)應(yīng)力,殘余內(nèi)應(yīng)力則可能在長(zhǎng)時(shí)間使用過(guò)程中逐步消除,電阻器的阻值則可能因此發(fā)生變化。
結(jié)晶化過(guò)程和內(nèi)應(yīng)力清除過(guò)程均隨時(shí)間推移而減緩,但不可能在電阻器使用期間終止??梢哉J(rèn)為在電阻器工作期內(nèi)這兩個(gè)過(guò)程以近似恒定的速度進(jìn)行。與它們有關(guān)的阻值變化約占原阻值的千分之幾。
電負(fù)荷高溫老化:任何情況,電負(fù)荷均會(huì)加速電阻器老化進(jìn)程,并且電負(fù)荷對(duì)加速電阻器老化的作用比升高溫度的加速老化后果更顯著,原因是電阻體與引線帽接觸部分的溫升超過(guò)了電阻體的平均溫升。
通常溫度每升高10℃,壽命縮短一半。如果過(guò)負(fù)荷使電阻器溫升超過(guò)額定負(fù)荷時(shí)溫升50℃,則電阻器的壽命僅為正常情況下壽命的1/32??赏ㄟ^(guò)不到四個(gè)月的加速壽命試驗(yàn),即可考核電阻器在10年期間的工作穩(wěn)定性。
直流負(fù)荷—電解作用:直流負(fù)荷作用下,電解作用導(dǎo)致電阻器老化。電解發(fā)生在刻槽電阻器槽內(nèi),電阻基體所含的堿金屬離子在槽間電場(chǎng)中位移,產(chǎn)生離子電流。濕氣存在時(shí),電解過(guò)程更為劇烈。
如果電阻膜是碳膜或金屬膜,則主要是電解氧化;如果電阻膜是金屬氧化膜,則主要是電解還原。對(duì)于高阻薄膜電阻器,電解作用的后果可使阻值增大,沿槽螺旋的一側(cè)可能出現(xiàn)薄膜破壞現(xiàn)象。
在潮熱環(huán)境下進(jìn)行直流負(fù)荷試驗(yàn),可全面考核電阻器基體材料與膜層的抗氧化或抗還原性能,以及保護(hù)層的防潮性能。
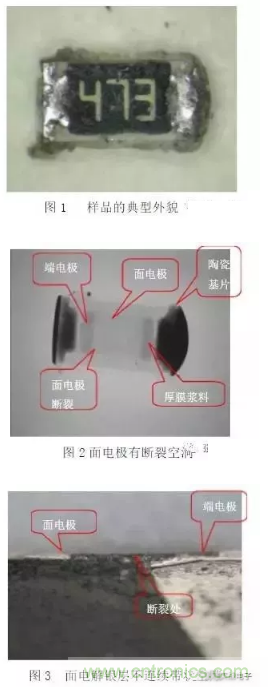
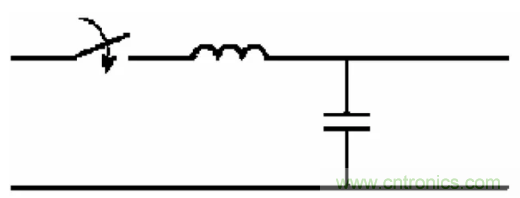
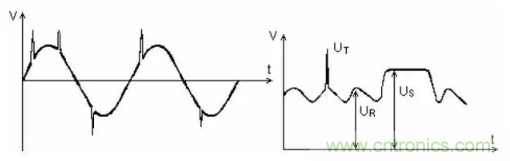
(2) 硫化
有一批現(xiàn)場(chǎng)儀表在某化工廠使用一年后,儀表紛紛出現(xiàn)故障。經(jīng)分析發(fā)現(xiàn)儀表中使用的厚膜貼片電阻阻值變大了,甚至變成開(kāi)路了。
把失效的電阻放到顯微鏡下觀察,可以發(fā)現(xiàn)電阻電極邊緣出現(xiàn)了黑色結(jié)晶物質(zhì),進(jìn)一步分析成分發(fā)現(xiàn),黑色物質(zhì)是硫化銀晶體。原來(lái)電阻被來(lái)自空氣中的硫給腐蝕了。
(3) 氣體吸附與解吸
膜式電阻器的電阻膜在晶粒邊界上,或?qū)щ婎w粒和黏結(jié)劑部分,總可能吸附非常少量的氣體,它們構(gòu)成了晶粒之間的中間層,阻礙了導(dǎo)電顆粒之間的接觸,從而明顯影響阻值。
合成膜電阻器是在常壓下制成,在真空或低氣壓工作時(shí),將解吸部分附氣體,改善了導(dǎo)電顆粒之間的接觸,使阻值下降。
同樣,在真空中制成的熱分解碳膜電阻器直接在正常環(huán)境條件下工作時(shí),將因氣壓升高而吸附部分氣體,使阻值增大。如果將未刻的半成品預(yù)置在常壓下適當(dāng)時(shí)間,則會(huì)提高電阻器成品的阻值穩(wěn)定性。
溫度和氣壓是影響氣體吸附與解吸的主要環(huán)境因素。對(duì)于物理吸附,降溫可增加平衡吸附量,升溫則反之。由于氣體吸附與解吸發(fā)生在電阻體的表面。所以對(duì)膜式電阻器的影響較為顯著。阻值變化可達(dá)1%~2%。
(4) 氧化
氧化是長(zhǎng)期起作用的因素(與吸附不同),氧化過(guò)程是由電阻體表面開(kāi)始,逐步向內(nèi)部深入。除了貴金屬與合金薄膜電阻外,其他材料的電阻體均會(huì)受到空氣中氧的影響。氧化的結(jié)果是阻值增大。電阻膜層愈薄,氧化影響就更明顯。
防止氧化的根本措施是密封(金屬、陶瓷、玻璃等無(wú)機(jī)材料)。采用有機(jī)材料(塑料、樹(shù)脂等)涂覆或灌封,不能完全防止保護(hù)層透濕或透氣,雖能起到延緩氧化或吸附氣體的作用,但也會(huì)帶來(lái)與有機(jī)保護(hù)層有關(guān)的些新的老化因素。
(5) 有機(jī)保護(hù)層的影響
有機(jī)保護(hù)層形成過(guò)程中,放出縮聚作用的揮發(fā)物或溶劑蒸氣。熱處理過(guò)程使部分揮發(fā)物擴(kuò)散到電阻體中,引起阻值上升。此過(guò)程雖可持續(xù)1~2年,但顯著影響阻值的時(shí)間約為2~8個(gè)月,為了保證成品的阻值穩(wěn)定性,把產(chǎn)品在庫(kù)房中擱置一段時(shí)間再出廠是比較適宜的。
(6) 機(jī)械損傷
電阻的可靠很大程度上取決于電阻器的機(jī)械性能。電阻體、引線帽和引出線等均應(yīng)具有足夠的機(jī)械強(qiáng)度,基體缺陷、引線帽損壞或引線斷裂均可導(dǎo)致電阻器失效。
2 電解電容失效
失效模式
1、耗盡失效
通常電解電容器壽命的終了評(píng)判依據(jù)是電容量下降到額定(初始值)的80%以下。由于早期鋁電解電容器的電解液充盈,鋁電解電容器的電容量在工作早期緩慢下降。
隨著負(fù)荷過(guò)程中工作電解液不斷修補(bǔ)倍雜質(zhì)損傷的陽(yáng)極氧化膜所致電解液逐漸減少。
到使用后期,由于電解液揮發(fā)而減少,粘稠度增大的電解液就難于充分接觸經(jīng)腐蝕處理的粗糙的鋁箔表面上的氧化膜層,這樣就使鋁電解電容器的極板有效面積減小,即陽(yáng)極、陰極鋁箔容量減少,引起電容量急劇下降。
因此,可以認(rèn)為鋁電解電容器的容量降低是由于電解液揮發(fā)造成。而造成電解液的揮發(fā)的最主要的原因就是高溫環(huán)境或發(fā)熱。
由于應(yīng)用條件使鋁電解電容器發(fā)熱的原因是鋁電解電容器在工作在整流濾波(包括開(kāi)關(guān)電源輸出的高頻整流濾波)、功率電爐的電源旁路時(shí)的紋波(或稱脈動(dòng))電流流過(guò)鋁電解電容器,在鋁電解電容器的ESR產(chǎn)生損耗并轉(zhuǎn)變成熱使其發(fā)熱。
當(dāng)鋁電解電容器電解液蒸發(fā)較多、溶液變稠時(shí),電阻率因粘稠度增大而上升,使工作電解質(zhì)的等效串聯(lián)電阻增大,導(dǎo)致電容器損耗明顯上升,損耗角增大。
例如對(duì)于105度工作溫度的電解電容器,其最大芯包溫度高于125度時(shí),電解液粘稠度驟增,電解液的ESR增加近十倍。
增大的等效串聯(lián)電阻會(huì)產(chǎn)生更大熱量,造成電解液的更大揮發(fā)。如此循環(huán)往復(fù),鋁電解電容器容量急劇下降,甚至?xí)斐杀?。漏電流增加往往?dǎo)致鋁電解電容器失效。
應(yīng)用電壓過(guò)高和溫度過(guò)高都會(huì)引起漏電流的增加。
2、壓力釋放裝置動(dòng)作
為了防止鋁電解電容器中電解液由于內(nèi)部高溫沸騰的氣體或電化學(xué)過(guò)程而產(chǎn)生的氣體而引起內(nèi)部高氣壓造成鋁電解電容器的爆炸。
為了消除鋁電解電容器的爆炸,直徑8毫米以上的鋁電解電容器均設(shè)置了壓力釋放裝置,這些壓力釋放裝置在鋁電解電容器內(nèi)部的氣壓達(dá)到尚未使鋁電解電容器爆炸的危險(xiǎn)壓力前動(dòng)作,泄放出氣體。隨著鋁電解電容器的壓力釋放裝置的動(dòng)作,鋁電解電容器即宣告失效。
鋁電解電容器壓力釋放裝置(中間的十字)

電化學(xué)過(guò)程導(dǎo)致壓力釋放裝置動(dòng)作
鋁電解電容器的漏電流就是電化學(xué)過(guò)程,前面已經(jīng)詳盡論述,不再贅述。電化學(xué)過(guò)程將產(chǎn)生氣體,這些氣體的聚積將造成鋁電解電容器的內(nèi)部氣壓上升,最終達(dá)到壓力釋放裝置動(dòng)作泄壓。
溫度過(guò)高導(dǎo)致壓力釋放裝置動(dòng)作
鋁電解電容器溫度過(guò)高可能是環(huán)境溫度過(guò)高,如鋁電解電容器附近有發(fā)熱元件或整個(gè)電子裝置就出在高溫環(huán)境。
鋁電解電容器溫度過(guò)高的第二個(gè)原因是芯包溫度過(guò)高。鋁電解電容器芯包溫度過(guò)高的根本原因是鋁電解電容器流過(guò)過(guò)高的紋波電流。
過(guò)高的紋波電流在鋁電解電容器的ESR中產(chǎn)生過(guò)度的損耗而產(chǎn)生過(guò)度的發(fā)熱使電解液沸騰產(chǎn)生大量氣體使鋁電解電容器內(nèi)部壓力及急劇升高時(shí)壓力釋放裝置動(dòng)作。
3、瞬時(shí)超溫
通常鋁電解電容器的芯包核心溫度每降低10℃,其壽命將增大到原來(lái)的一倍。這個(gè)核心大致位于電容器的中心,是電容器內(nèi)部最熱的點(diǎn)。
可是,當(dāng)電容器升溫接近其最大允許溫度時(shí),對(duì)于大多數(shù)型號(hào)電容器在125℃時(shí),其電解液要受到電容器芯包的排擠(driven),導(dǎo)致電容器的ESR增大到原來(lái)的10倍。
在這種作用下,瞬間超溫或過(guò)電流可以使ESR永久性的增大,從而造成電容器失效。在高溫和大紋波電流的應(yīng)用中特別要警惕瞬時(shí)超溫發(fā)生的可能,還要額外注意鋁電解電容器的冷卻。
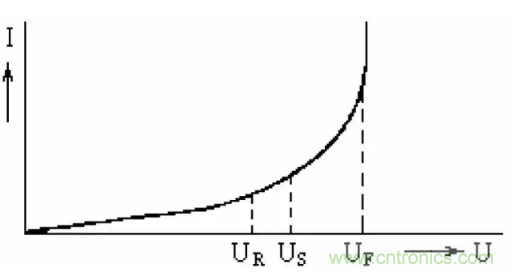
4、瞬時(shí)過(guò)電壓的產(chǎn)生
上電沖擊
上電過(guò)程中,由于濾波電感釋放儲(chǔ)能到濾波電容器中,導(dǎo)致濾波電容器的過(guò)瞬時(shí)過(guò)電壓。
上電過(guò)電壓示意

電容過(guò)電壓失效的防范
電容器在過(guò)壓狀態(tài)下容易被擊穿,而實(shí)際應(yīng)用中的瞬時(shí)高電壓是經(jīng)常出現(xiàn)的。選擇承受瞬時(shí)過(guò)電壓性能好的鋁電解電容器,RIFA有的鋁電解電容器就給出了瞬時(shí)過(guò)電壓值得參數(shù)。
5、電解液干涸是鋁電解電容器失效的最主要原因
電解液干涸的原因
電解液自然揮發(fā)
電解液的消耗
電解液自然揮發(fā)
電解液的揮發(fā)速度隨溫度的升高
電解液的揮發(fā)速度與電容器的密封質(zhì)量有關(guān),無(wú)論在高溫還是在低溫條件下都要有良好的密封性
電解液的消耗
漏電流所引起的電化學(xué)效應(yīng)消耗電解液,鋁電解電容器的壽命隨漏電流增加而減少。
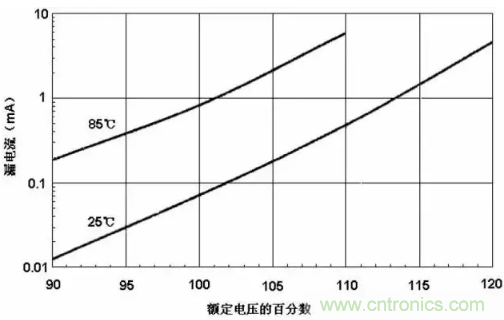
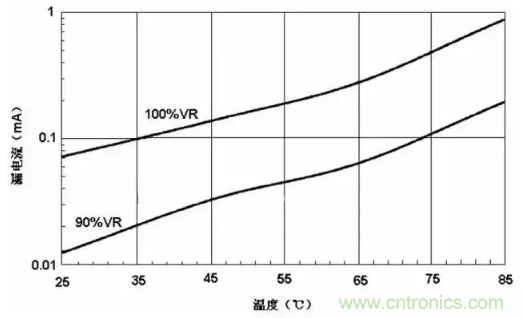
漏電流隨溫度的升高而增加:25℃時(shí)漏電流僅僅是85℃時(shí)漏電流的不到十分之一漏電流隨施加電壓升高而增加:耐壓為400V的鋁電解電容器在額定電壓下的漏電流大約是90%額定電壓下的漏電流的5倍。
6、電解液干涸的時(shí)間就是鋁電解電容器的壽命
影響鋁電解電容器壽命的的因素(溫度1)
根據(jù)鋁電解電容器的電解液的不同,鋁電解電容器的最高工作溫度可分為:
一般用途:85℃
一般高溫用途:105℃
特殊高溫用途:125℃
汽車(chē)發(fā)動(dòng)機(jī)艙:140~150℃
影響鋁電解電容器壽命的的因素(額定壽命小時(shí)數(shù))
按壽命小時(shí)數(shù)鋁電解電容器可以分為:
一般用途(常溫,3年以內(nèi)):1000小時(shí)
一般用途(常溫,希望比較長(zhǎng)的時(shí)間):2000小時(shí)以上
工業(yè)級(jí):更長(zhǎng)的壽命小時(shí)數(shù)
影響鋁電解電容器壽命的的因素(溫度2)
溫度每升高10℃,壽命小時(shí)數(shù)減半
影響鋁電解電容器壽命的的因素(電解液)
電解液的多與寡決定鋁電解電容器的壽命
影響鋁電解電容器壽命的的因素(應(yīng)用條件)
高溫縮短鋁電解電容器壽命
高紋波電流縮短鋁電解電容器壽命
工作電壓過(guò)高縮短鋁電解電容器壽命
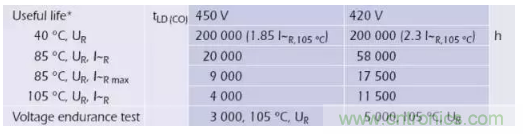
7、影響鋁電解電容器壽命的參數(shù)與應(yīng)用條件
工作電壓與漏電流的關(guān)系
某公司生產(chǎn)的450V/4700μF/85℃鋁電解電容器的漏電流與施加電壓的關(guān)系
溫度與漏電流的關(guān)系
某公司生產(chǎn)的450V/4700μF/85℃鋁電解電容器的漏電流與環(huán)境溫度的關(guān)系
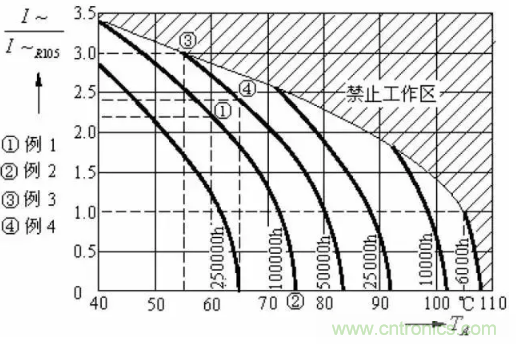
溫度、電壓、紋波電流共同作用對(duì)壽命的影響。以某電子鎮(zhèn)流器用鋁電解電容器為例。在不同的電壓與溫度條件下的鋁電解電容器壽命不同。
鋁電解電容器的壽命與溫度、紋波電流的關(guān)系
3 電感失效分析
電感器失效模式:電感量和其他性能的超差、開(kāi)路、短路
模壓繞線片式電感失效機(jī)理:
1.磁芯在加工過(guò)程中產(chǎn)生的機(jī)械應(yīng)力較大,未得到釋放。
2.磁芯內(nèi)有雜質(zhì)或空洞磁芯材料本身不均勻,影響磁芯的磁場(chǎng)狀況,使磁芯的磁導(dǎo)率發(fā)生了偏差。
3.由于燒結(jié)后產(chǎn)生的燒結(jié)裂紋。
4.銅線與銅帶浸焊連接時(shí),線圈部分濺到錫液,融化了漆包線的絕緣層,造成短路。
5.銅線纖細(xì),在與銅帶連接時(shí),造成假焊,開(kāi)路失效。
1、耐焊性
由于回流焊的溫度超過(guò)了低頻片感材料的居里溫度,出現(xiàn)退磁現(xiàn)象。片感退磁后,片感材料的磁導(dǎo)率恢復(fù)到最大值,感量上升。一般要求的控制范圍是片感耐焊接熱后,感量上升幅度小于20%。
耐焊性可能造成的問(wèn)題是有時(shí)小批量手工焊時(shí),電路性能全部合格(此時(shí)片感未整體加熱,感量上升小)。
但大批量貼片時(shí),發(fā)現(xiàn)有部分電路性能下降。這可能是由于過(guò)回流焊后,片感感量會(huì)上升,影響了線路的性能。在對(duì)片感感量精度要求較嚴(yán)格的地方(如信號(hào)接收發(fā)射電路),應(yīng)加大對(duì)片感耐焊性的關(guān)注。
檢測(cè)方法:先測(cè)量片感在常溫時(shí)的感量值,再將片感浸入熔化的焊錫罐里10秒鐘左右,取出。待片感徹底冷卻后,測(cè)量片感新的感量值。感量增大的百分比既為該片感的耐焊性大小
2、可焊性
電鍍簡(jiǎn)介
當(dāng)達(dá)到回流焊的溫度時(shí),金屬銀(Ag)會(huì)跟金屬錫(Sn)反應(yīng)形成共熔物,因此不能在片感的銀端頭上直接鍍錫。而是在銀端頭上先鍍鎳(2um 左右) ,形成隔絕層,然后再鍍錫(4-8um )。
可焊性檢測(cè)
將待檢測(cè)的片感的端頭用酒精清洗干凈,將片感在熔化的焊錫罐中浸入4秒鐘左右,取出。如果片感端頭的焊錫覆蓋率達(dá)到90%以上,則可焊性合格。
可焊性不良
1)端頭氧化:當(dāng)片感受高溫、潮濕、化學(xué)品、氧化性氣體(SO2、NO2等)的影響, 或保存時(shí)間過(guò)長(zhǎng),造成片感端頭上的金屬Sn氧化成SnO2,片感端頭變暗。
由于SnO2不和Sn、 Ag、Cu等生成共熔物,導(dǎo)致片感可焊性下降。片感產(chǎn)品保質(zhì)期:半年。如果片感端頭被污染,比如油性物質(zhì),溶劑等,也會(huì)造成可焊性下降
2)鍍鎳層太薄,吃銀:如果鍍鎳時(shí),鎳層太薄不能起隔離作用?;亓骱笗r(shí),片感端頭上的Sn和自身的Ag首先反應(yīng),而影響了片感端頭上的Sn和焊盤(pán)上的焊膏共熔,造成吃銀現(xiàn)象,片感的可焊性下降。
判斷方法:將片感浸入熔化的焊錫罐中幾秒鐘,取出。如發(fā)現(xiàn)端頭出現(xiàn)坑洼情況,甚至出現(xiàn)瓷體外露,則可判斷是出現(xiàn)吃銀現(xiàn)象的。
3、焊接不良
內(nèi)應(yīng)力
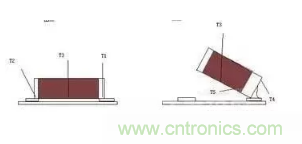
如果片感在制作過(guò)程中產(chǎn)生了較大的內(nèi)部應(yīng)力,且未采取措施消除應(yīng)力,在回流焊過(guò)程中,貼好的片感會(huì)因?yàn)閮?nèi)應(yīng)力的影響產(chǎn)生立片,俗稱立碑效應(yīng)。
判斷片感是否存在較大的內(nèi)應(yīng)力,可采取一個(gè)較簡(jiǎn)便的方法:
取幾百只的片感,放入一般的烤箱或低溫爐中,升溫至230℃左右,保溫,觀察爐內(nèi)情況。如聽(tīng)見(jiàn)噼噼叭叭的響聲,甚至有片子跳起來(lái)的聲音,說(shuō)明產(chǎn)品有較大的內(nèi)應(yīng)力。
元件變形
如果片感產(chǎn)品有彎曲變形,焊接時(shí)會(huì)有放大效應(yīng)。
焊接不良、虛焊
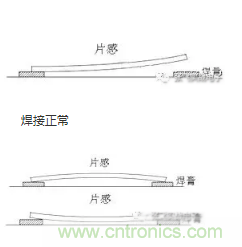
焊接正常
焊盤(pán)設(shè)計(jì)不當(dāng)
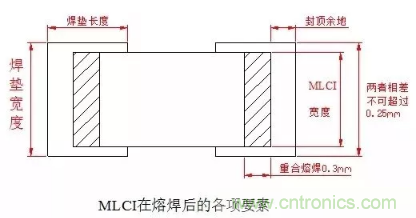
a.焊盤(pán)兩端應(yīng)對(duì)稱設(shè)計(jì),避免大小不一,否則兩端的熔融時(shí)間和潤(rùn)濕力會(huì)不同
b.焊合的長(zhǎng)度在0.3mm以上(即片感的金屬端頭和焊盤(pán)的重合長(zhǎng)度)
c.焊盤(pán)余地的長(zhǎng)度盡量小,一般不超過(guò)0.5mm。
d.焊盤(pán)的本身寬度不宜太寬,其合理寬度和MLCI寬度相比,不宜超過(guò)0.25mm
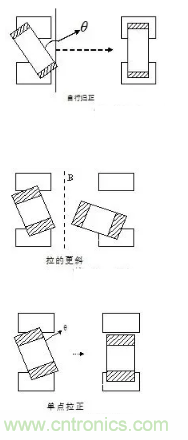
貼片不良
當(dāng)貼片時(shí),由于焊墊的不平或焊膏的滑動(dòng),造成片感偏移了θ角。由于焊墊熔融時(shí)產(chǎn)生的潤(rùn)濕力,可能形成以上三種情況,其中自行歸正為主,但有時(shí)會(huì)出現(xiàn)拉的更斜,或者單點(diǎn)拉正的情況,片感被拉到一個(gè)焊盤(pán)上,甚至被拉起來(lái),斜立或直立(立碑現(xiàn)象)。目前帶θ角偏移視覺(jué)檢測(cè)的貼片機(jī)可減少此類失效的發(fā)生。
焊接溫度
回流焊機(jī)的焊接溫度曲線須根據(jù)焊料的要求設(shè)定,應(yīng)該盡量保證片感兩端的焊料同時(shí)熔融,以避免兩端產(chǎn)生潤(rùn)濕力的時(shí)間不同,導(dǎo)致片感在焊接過(guò)程中出現(xiàn)移位。
如出現(xiàn)焊接不良,可先確認(rèn)一下,回流焊機(jī)溫度是否出現(xiàn)異常,或者焊料有所變更。
電感在急冷、急熱或局部加熱的情況下易破損,因此焊接時(shí)應(yīng)特別注意焊接溫度的控制,同時(shí)盡可能縮短焊接接觸時(shí)間
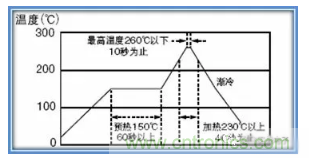
回流焊推薦溫度曲線
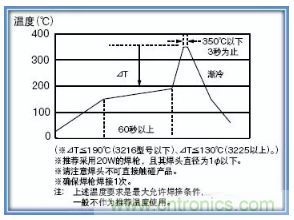
手工焊推薦溫度曲線
4、上機(jī)開(kāi)路
虛焊、焊接接觸不良
從線路板上取下片感測(cè)試,片感性能是否正常
電流燒穿
如選取的片感,磁珠的額定電流較小,或電路中存在大的沖擊電流會(huì)造成電流燒穿,片感或磁珠 失效,導(dǎo)致電路開(kāi)路。
從線路板上取下片感測(cè)試,片感失效,有時(shí)有燒壞的痕跡。如果出現(xiàn)電流燒穿,失效的產(chǎn)品數(shù)量會(huì)較多,同批次中失效產(chǎn)品一般達(dá)到百分級(jí)以上。
焊接開(kāi)路
回流焊時(shí)急冷急熱,使片感內(nèi)部產(chǎn)生應(yīng)力,導(dǎo)致有極少部分的內(nèi)部存在開(kāi)路隱患的片感的缺陷變大,造成片感開(kāi)路。從線路板上取下片感測(cè)試,片感失效。如果出現(xiàn)焊接開(kāi)路,失效的產(chǎn)品數(shù)量一般較少,同批次中失效產(chǎn)品一般小于千分級(jí)。
5、磁體破損
磁體強(qiáng)度
片感燒結(jié)不好或其它原因,造成瓷體強(qiáng)度不夠,脆性大,在貼片時(shí),或產(chǎn)品受外力沖擊造成瓷體破損
附著力
如果片感端頭銀層的附著力差,回流焊時(shí),片感急冷急熱,熱脹冷縮產(chǎn)生應(yīng)力,以及瓷體受外力沖擊,均有可能會(huì)造成片感端頭和瓷體分離、脫落;或者焊盤(pán)太大,回流焊時(shí),焊膏熔融和端頭反應(yīng)時(shí)產(chǎn)生的潤(rùn)濕力大于端頭附著力,造成端頭破壞。
片感過(guò)燒或生燒,或者制造過(guò)程中,內(nèi)部產(chǎn)生微裂紋?;亓骱笗r(shí)急冷急熱,使片感內(nèi)部產(chǎn)生應(yīng)力,出現(xiàn)晶裂,或微裂紋擴(kuò)大,造成瓷體破損。
4 半導(dǎo)體器件失效分析
半導(dǎo)體器件失效分析就是通過(guò)對(duì)失效器件進(jìn)行各種測(cè)試和物理、化學(xué)、金相試驗(yàn),確定器件失效的形式(失效模式),分析造成器件失效的物理和化學(xué)過(guò)程(失效機(jī)理),尋找器件失效原因,制訂糾正和改進(jìn)措施。
加強(qiáng)半導(dǎo)體器件的失效分析,提高它的固有可靠性和使用可靠性,是改進(jìn)電子產(chǎn)品質(zhì)量最積極、最根本的辦法,對(duì)提高整機(jī)可靠性有著十分重要的作用。
半導(dǎo)體器件與使用有關(guān)的失效十分突出,占全部失效器件的絕大部分。進(jìn)口器件與國(guó)產(chǎn)器件相比,器件固有缺陷引起器件失效的比例明顯較低,說(shuō)明進(jìn)口器件工藝控制得較好,固有可靠性水平較高。
1、與使用有關(guān)的失效
與使用有關(guān)的失效原因主要有:過(guò)電應(yīng)力損傷、靜電損傷、器件選型不當(dāng)、使用線路設(shè)計(jì)不當(dāng)、機(jī)械過(guò)應(yīng)力、操作失誤等。
①過(guò)電應(yīng)力損傷。過(guò)電應(yīng)力引起的燒毀失效占使用中失效器件的絕大部分,它發(fā)生在器件測(cè)試、篩選、安裝、調(diào)試、運(yùn)行等各個(gè)階段,其具體原因多種多樣,常見(jiàn)的有多余物引起的橋接短路、地線及電源系統(tǒng)產(chǎn)生的電浪涌、烙鐵漏電、儀器或測(cè)試臺(tái)接地不當(dāng)產(chǎn)生的感應(yīng)電浪涌等。
按電應(yīng)力的類型區(qū)分,有金屬橋接短路后形成的持續(xù)大電流型電應(yīng)力,還有線圈反沖電動(dòng)勢(shì)產(chǎn)生的瞬間大電流型電應(yīng)力以及漏電、感應(yīng)等引起的高壓小電流電應(yīng)力;按器件的損傷機(jī)理區(qū)分,有外來(lái)過(guò)電應(yīng)力直接造成的PN結(jié)、金屬化燒毀失效,還有外來(lái)過(guò)電應(yīng)力損傷PN結(jié)觸發(fā)CMOS電路閂鎖后引起電源電流增大而造成的燒毀失效。
②靜電損傷。嚴(yán)格來(lái)說(shuō),器件靜電損傷也屬于過(guò)電應(yīng)力損傷,但是由于靜電型過(guò)電應(yīng)力的特殊性以及靜電敏感器件的廣泛使用,該問(wèn)題日漸突出。
靜電型過(guò)電應(yīng)力的特點(diǎn)是:電壓較高(幾百伏至幾萬(wàn)伏),能量較小,瞬間電流較大,但持續(xù)時(shí)間極短。
與一般的過(guò)電應(yīng)力相比,靜電型損傷經(jīng)常發(fā)生在器件運(yùn)輸、傳送、安裝等非加電過(guò)程中,它對(duì)器件的損傷過(guò)程是不知不覺(jué)的,危害性很大。
從靜電對(duì)器件損傷后的失效模式來(lái)看,不僅有PN結(jié)劣化擊穿、表面擊穿等高壓小電流型的失效模式,也有金屬化、多晶硅燒毀等大電流失效模式。
③器件選型不當(dāng)。器件選型不當(dāng)也是經(jīng)常發(fā)現(xiàn)的使用問(wèn)題引起失效的原因之一,主要是設(shè)計(jì)人員對(duì)器件參數(shù)、性能了解不全面、考慮不周,選用的器件在某些方面不能滿足所設(shè)計(jì)的電路要求。
④操作失誤。操作失誤也是器件經(jīng)常出現(xiàn)的失效原因之一,例如器件的極性接反引起的燒毀失效等。
2、器件固有缺陷引起的失效
與器件固有缺陷有關(guān)的失效原因主要有:表面問(wèn)題、金屬化問(wèn)題、壓焊絲鍵合問(wèn)題、芯片鍵合問(wèn)題、封裝問(wèn)題、體內(nèi)缺陷等。在這幾種原因中,對(duì)器件可靠性影響較大的是表面問(wèn)題、鍵合問(wèn)題和粘片問(wèn)題引起的失效,它們均帶有批次性,且經(jīng)常重復(fù)出現(xiàn)。
(1) 表面問(wèn)題
從可靠性方面考慮,對(duì)器件影響最大的是二氧化硅層內(nèi)的可動(dòng)正離子電荷,它會(huì)使器件的擊穿電壓下降,漏電流增大,并且隨著加電時(shí)間的增加使器件性能逐漸劣化。
有這種缺陷的器件用常規(guī)的篩選方法不能剔除,對(duì)可靠性危害很大。此外,芯片表面二氧化硅層中的針孔對(duì)器件可靠性的影響也較大。
有這種缺陷的器件,針孔剛開(kāi)始時(shí)往往還有一層極薄的氧化層,器件性能還是正常的,還可順利通過(guò)老煉、篩選等試驗(yàn),但長(zhǎng)期使用后由于TDDB效應(yīng)和電浪涌的沖擊,針孔就會(huì)穿通短路,引起器件失效。
(2) 金屬化問(wèn)題
引起器件失效的常見(jiàn)的金屬化問(wèn)題是臺(tái)階斷鋁、鋁腐蝕、金屬膜劃傷等。對(duì)于一次集成電路,臺(tái)階斷鋁、鋁腐蝕較為常見(jiàn):對(duì)于二次集成電路來(lái)說(shuō),內(nèi)部金屬膜電阻在清洗、擦拭時(shí)被劃傷而引起開(kāi)路失效也是常見(jiàn)的失效模式之一。
(3) 壓焊絲鍵合問(wèn)題
常見(jiàn)的壓焊絲鍵合問(wèn)題引起的失效有以下幾類。
①壓焊絲端頭或壓焊點(diǎn)沾污腐蝕造成壓焊點(diǎn)脫落或腐蝕開(kāi)路。
②外壓焊點(diǎn)下的金層附著不牢或發(fā)生金鋁合金,造成壓焊點(diǎn)脫落。
③壓焊點(diǎn)過(guò)壓焊,使壓焊絲頸部斷開(kāi)造成開(kāi)路失效。
④壓焊絲弧度不夠,與芯片表面夾角太小,容易與硅片棱或與鍵合絲下的金屬化鋁線相碰,造成器件失效。
(4) 芯片鍵合問(wèn)題
最常見(jiàn)的是芯片粘結(jié)的焊料太少、焊料氧化、燒結(jié)溫度過(guò)低等引起的開(kāi)路現(xiàn)象。芯片鍵合不好,焊料氧化發(fā)黑,導(dǎo)致芯片在"磁成形"時(shí)受到機(jī)械應(yīng)力作用后從底座抬起分離,造成開(kāi)路失效。
(5) 封裝問(wèn)題
封裝問(wèn)題引起的失效有以下幾類。
①封裝不好,管殼漏氣,使水汽或腐蝕性物質(zhì)進(jìn)入管殼內(nèi)部,引起壓焊絲和金屬化腐蝕。
②管殼存在缺陷,使管腿開(kāi)路、短路失效。
③內(nèi)涂料龜裂、折斷鍵合鋁絲,造成器件開(kāi)路或瞬時(shí)開(kāi)路失效。這種失效現(xiàn)象往往發(fā)生在器件進(jìn)行高、低溫試驗(yàn)時(shí)。
(6) 體內(nèi)缺陷
半導(dǎo)體器件體內(nèi)存在缺陷也可引起器件的結(jié)特性變差而失效,但這種失效形式并不多見(jiàn),而經(jīng)常出現(xiàn)的是體內(nèi)缺陷引起器件二次擊穿耐量和閂鎖閾值電壓降低而造成燒毀。
來(lái)源:電子工程世界



